
В компанию «СпецПромСтрой» поступила заявка на ремонт и модернизацию аэрофонтанной сушилки песка. После выезда инженера на производство заказчика, были выявлены следующие проблемы:
— Низкий межсервисный интервал на участке смешения песка и разогретого воздуха (порядка 90-100 суток);
— «Тяжелая» процедура замены тела аэрофонтана. Время простоя линии, необходимое для замены тела аэрофонтана, составляло 2-3 рабочих дня;
— Низкая производительность узла. Средняя производительность аэрофонтанной сушилки составляла 7 тонн/ час.
Заказчиком были поставлены следующие задачи:
— Увеличить межсервисный интервал до 1 года;
— Снизить время замены изнашиваемых секций;
— Увеличить производительность (за счет устранения подсоса воздуха в местах критического износа тела аэрофонтана).
Первое решение, родившееся в ходе работы над проектом, было разделения аэрофонтана на несколько секций. Такое разделение позволило бы облегчить работы по замене быстро изнашиваемых секций и снизить эксплуатационные расходы на данном узле, за счет замены отдельных секций аэрофонтана, а не тела целиком.
Это решение поставило перед нами новую задачу — обеспечить универсальность соединений секций тела аэрофонтана. Традиционно, эти узлы собираются на фланцах с отверстиями под крепеж (болт + шайба + гайка). Но, на наш взгляд, собирать данный узел на фланцах с отверстиями было неудобно, т.к. появлялось ограничение по углу поворота секций относительно друг друга (шаг отверстий на фланце).
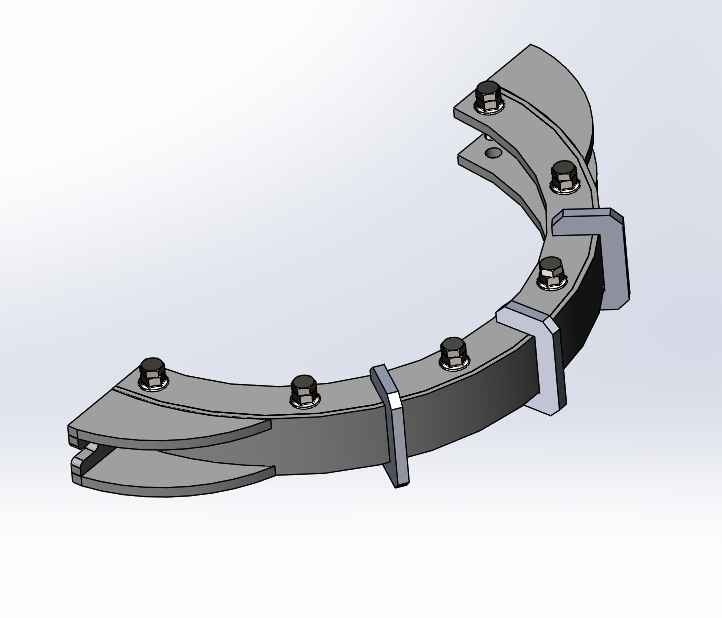
Эту проблему мы решили адаптировав кламповое соединение для решения наших задач.
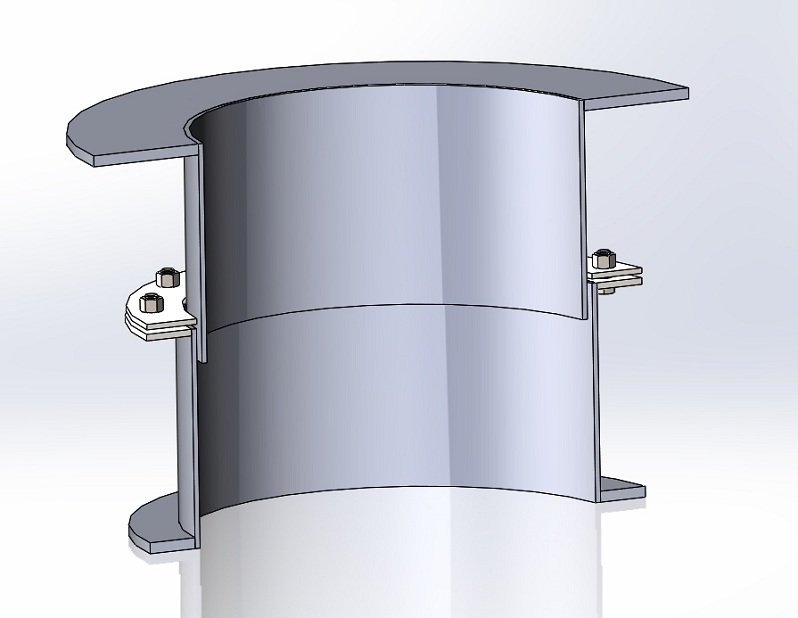
Кламповое соединение для аэрофонтанной сушилки песка




Кламповое соединение, разработанное нашей компанией, позволило серьезно снизить время сборки/разборки узла и добиться унификации деталей. Исключить проблему совместимости разных элементов тела аэрофонтана.
После внедрения данного решения мы смогли перейти к компьютерному моделированию нового тела аэрофонтана.
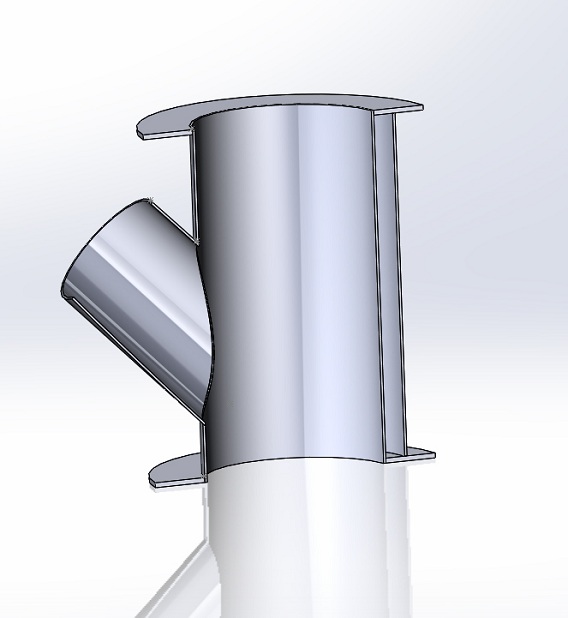
Компьютерное моделирование потоков в модернизированной аэрофонтанной сушилке песка
Следующая проблема, стоявшая перед нами, это проблема повышенного износа тела
аэрофонтана. Данную проблему мы решили путем применения бронепластин из жаростойкого корундового бетона марки ВБФ-1700 производства ЗАО «НПКФ «МаВР». Данный материал обладает серьезной абразивной устойчивостью и не теряет ее в условиях повышенных температур (500-700º С).
Мы укрепили данным материалом среднюю и нижнюю секцию тела аэрофонтана, т.к. именно в этих места был максимальный износ
Разрушения до модернизации аэрофонтанной сушилки песка




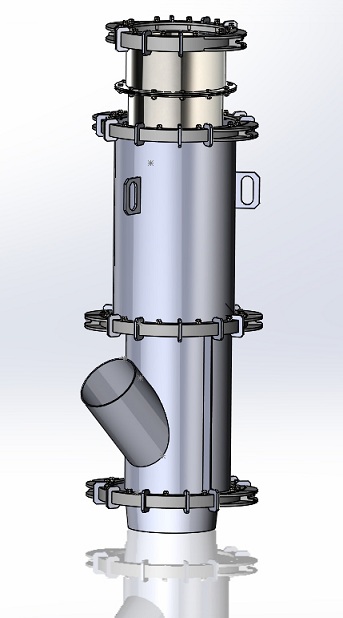
В итоге мы получили финальную модель тела аэрофонтана и приступили к изготовлению.
Текстура бетонной подушки из жаростойкого корундового бетона марки ВБФ-1700

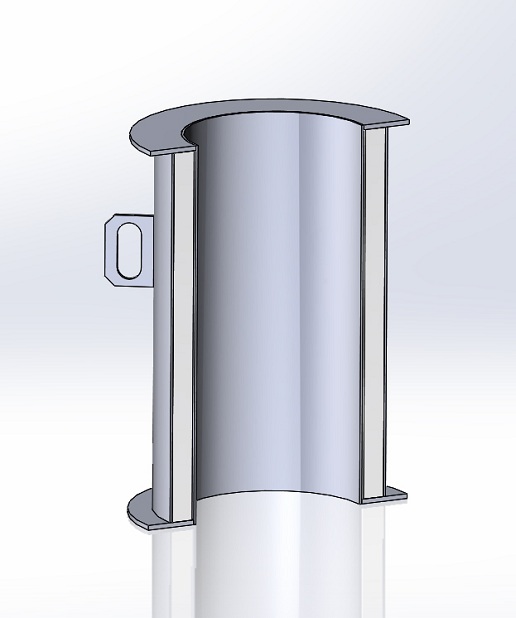
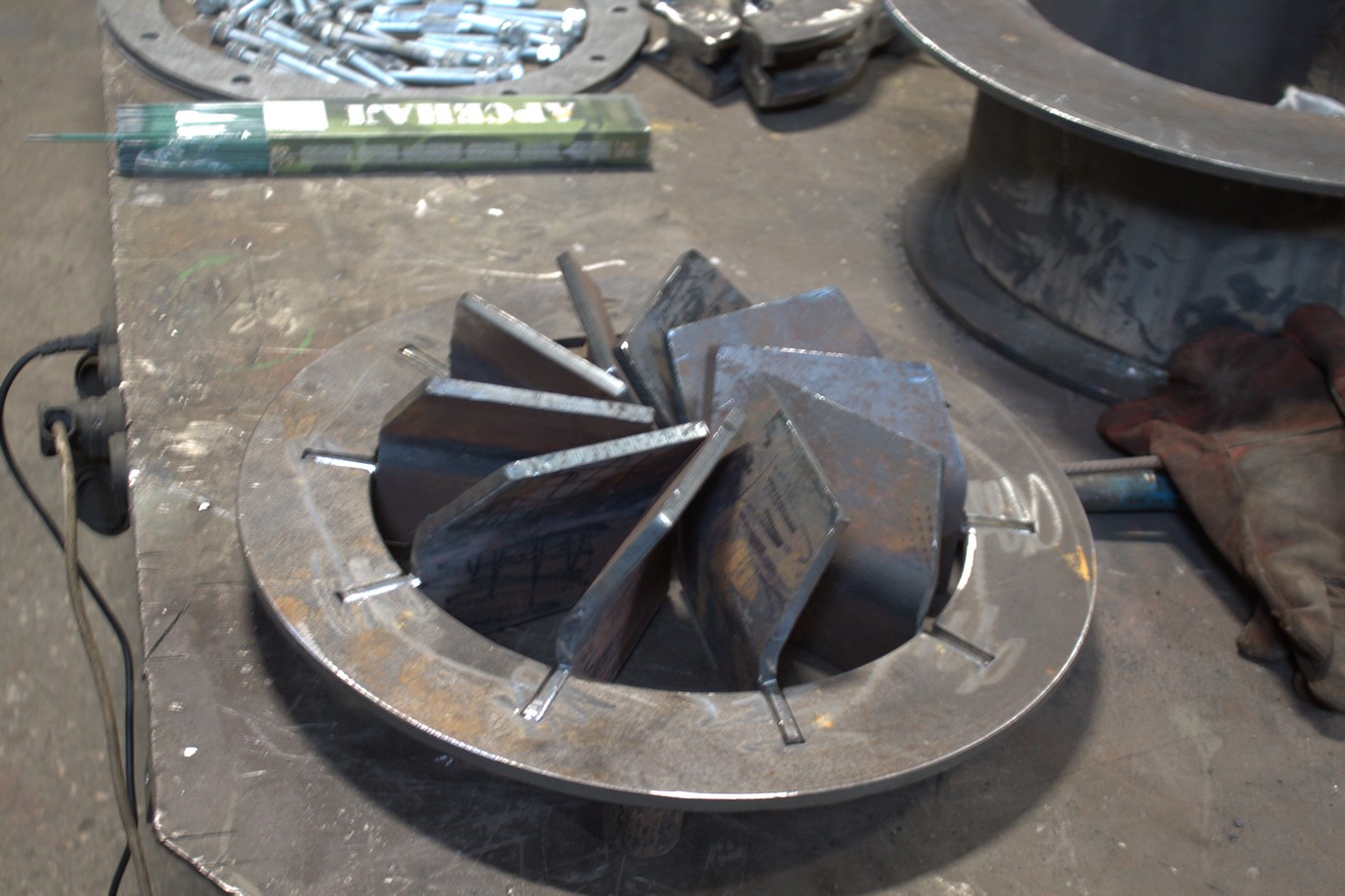
Отдельные части модернизированной аэрофонтанной сушилки песка





Позже приступили к монтажу нового тела аэрофонтана на производстве АО «ГОК «Мураевня»
Результаты модернизации тела аэрофонтанной сушилки песка :
— Увеличен межсервисный интервал на данном узле. Спустя 5 месяцев работы была произведена инспекция внутренних поверхностей тела аэрофонтана. Абразивный износ составил менее 5 % от общей толщины бронепластины.
— Серьезно упрощена процедура замены изношенных частей аэрофонтана. Замена 1 секции теперь занимает порядка 15-20 минут и производится силами 3 сотрудников.
— За счет изменения термодинамики процесса сушки и направления потоков воздуха внутри тела аэрофонтана общая производительность установки выросла на 63.6% до 11 тонн/ час.



